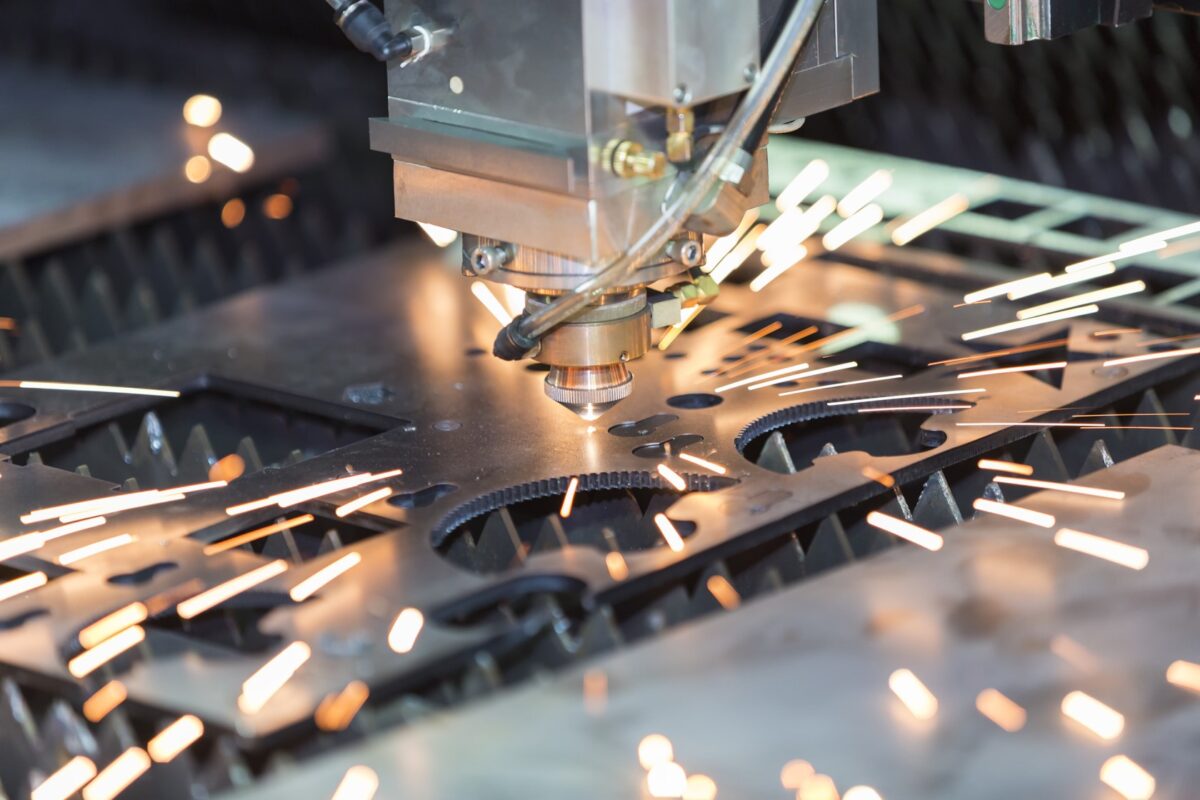
今回は内面研削の特徴や種類について解説します。
内面研削は、平面研削と同じく研削加工の一種で、高速で回転する砥石を当てて、穴の内面を仕上げる加工を指します。
内面研削とは

内面研削とは、ワークの穴の内面を研削することを指します。高速回転するホイールにより研削を行い、表面粗さや形状を所定の精度で仕上げることが可能です。
内面研削が行われる主な被削材は、ギア・ベアリング・シリンダー・金型などの内輪・内径が挙げられます。
内面研削の特徴とメリット
内面研削は、砥石を穴の中に入れて回転させ、砥石の一点が内径に当たるようにして加工を行う仕組みです。そのため前加工に依存せずに、1つの砥石でさまざまな穴径の加工に対応できます。また、段形状や、テーパー状の内面研削も可能です。
内面研削盤の種類
普通形
引用元:クレトイシ株式会社 内面研削

普通形は、砥石を穴の中に入れて、ワークと砥石のどちらも回転させて研削する方法です。砥石は主軸方向にも往復しながら加工を行います。
加工精度については、後述するプラネタリ形よりも普通形のほうが優れています。
プラネタリ形
引用元:クレトイシ株式会社 内面研削

プラネタリ形は、加工軸に遊星運動を与えて研削する方法です。
主に大きな製品や形の複雑なワークの内面を加工する場合に用いられます。
センタレス形
引用元:クレトイシ株式会社 内面研削
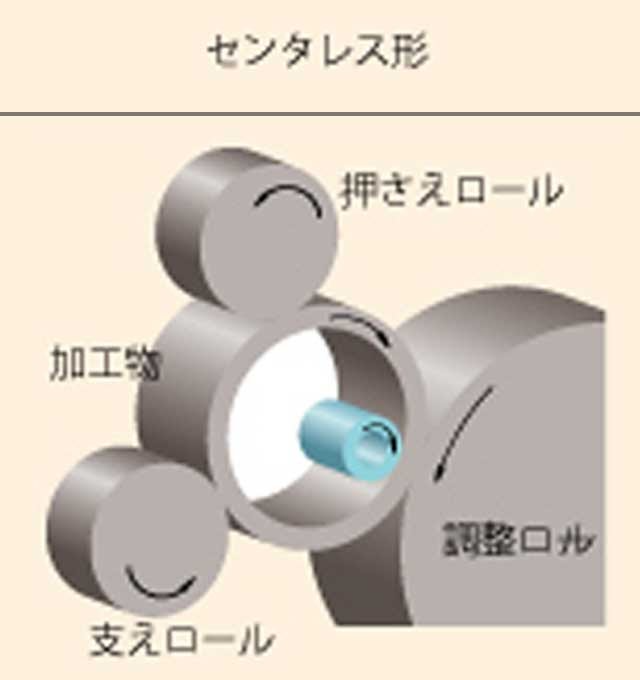
センタレス形は、ワークをチャッキングせずに、ワークの外周を各種ロールで支持して内面研削する構造を指します。センタレス形は、加工部分が全長に沿って支持される仕組みのため、均一な研削が可能です。また、ワークの取り付け・取り外しが容易で、生産性に優れています。
シュー形
引用元:クレトイシ株式会社 内面研削

シュー形は、センタレス形の一種で、ワークの外径を2点のシューで支持する構造を指します。ワークの端面を基準にして磁石の力により吸着させ、ワークを回転させます。
内面研削の砥石について
内面研削では、ワークの穴径に入れて加工を行う仕組み上、穴径よりも小さい砥石を使わなければなりません。また、穴の長さに対応できるように、砥石軸の長さも必要とします。
砥石が小さいと摩耗しやすく、ワークの加工精度に悪影響を及ぼします。また、砥石軸が長いとたわみやすくなり、同様に加工精度を損う要因となります。
これらを避けるためにも、内面研削では、砥石と砥石軸のどちらも剛性を高く保つ必要があります。
ホーニング加工との違い
ホーニング加工は、内面研削と同様にワークの穴の内径を仕上げる加工を指します。しかし、ホーニング加工と内面研削では、加工の方法に違いがあります。
ホーニング加工は、マンドレルと呼ばれる円柱状の回転工具の側面に砥石を搭載し、スプリングや油圧の力でワークの内面に砥石全体を押し付けて回転させ、加工を行います。
対して内面研削は、砥石の一部分のみを当て、砥石とワークを回転させて加工を行います。
それぞれの加工のイメージは下図を参照してください。

このことからホーニング加工の場合は、穴を仕上げる前と後で位置ズレが起こる心配がなく、高精度で穴の真円度や面粗さを仕上げられます。ただし、前加工の精度に依存するほか、マンドレルによって加工できる穴径が限られます。
内面研削の場合は、穴の精度はホーニング加工に劣るものの、砥石がワークの中に入りさえすれば、機械のストローク分までの穴径に対応できます。