【5分でわかる】溶接記号の見方、書き方
溶接記号の見方、書き方について動画でも解説しています!
噛み砕いて解説しているので、ぜひ参考にしてください!
YouTubeにて、金属加工Mitsuriチャンネルを運営中!こちらからご覧ください!
溶接記号は規格化されていて、溶接記号を見ればひと目で、溶接の種類、開先の形状・深さ・角度、ルート間隔、非破壊検査方法などが分かります。製図者の指示通りに溶接するために、溶接記号の理解は必要不可欠です。代表的な補助記号も合わせて学びましょう。
溶接記号の基本形を学ぼう
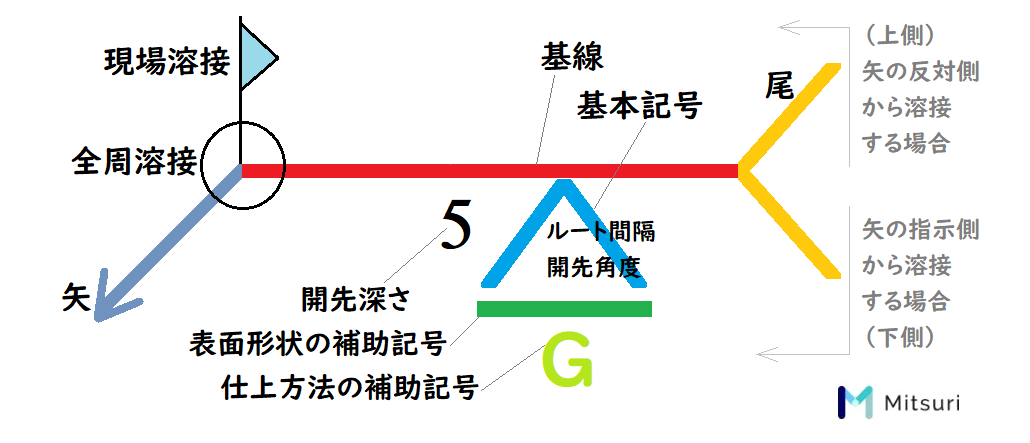 図1:溶接記号の基本形、基線・矢・基本記号の例
図1:溶接記号の基本形、基線・矢・基本記号の例
溶接記号とは、JIS規格で定められた溶接の仕方を指示するための記号です。図1に溶接記号の基本形を図示しました。溶接記号の基本形は、溶接する箇所を示す「矢」と水平に引いた「基線」です。基線に合わせて、基本記号と寸法を書きます。「表面形状の補助記号」や「仕上方法の補助記号」「尾」はオプションで、特に指示がなければ書きません。
母材の開先方向は、基本記号を基線の下側に書くか、上側に書くかで区別します。基線の下側に基本記号が書かれている場合は、矢が指す側から溶接します。基線の上側に基本記号が書かれている場合は、矢の反対側から溶接します。基本記号に「ルート間隔」や「開先角度」を書き、基本記号の左側に「開先深さ」を書きます。
参考:溶接の種類はこの記事だけでOK!3分でわかる金属加工で代表的溶接方法!
溶接記号全般
| 基本記号 一覧 | I型開先 | V型開先 | レ型開先 | J型開先 | U型開先 | K型開先 | X型開先 | すみ肉溶接 |
| 開先形状 |  | 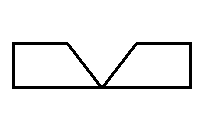 |  |  |  |  |  | 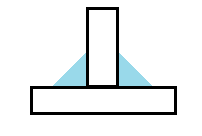 |
| 基本記号 |  |  |  |  |  |  | 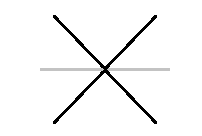 |  |
| V型フレア溶接 | レ型フレア溶接 | へり溶接 | プラグ溶接・スロット溶接 | ビード溶接 | 肉盛溶接 |
 |  |  |  |  |  |
| キーホール溶接 | スポット溶接・プロジェクション溶接 | シーム溶接 | スタッド溶接 | サーフェス継手 | スカーフ継手 |
 | 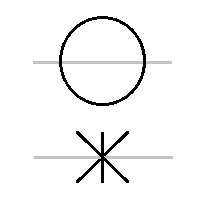 | 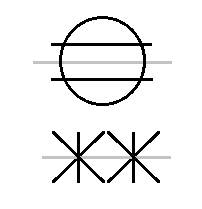 |  |  |  |
図2:溶接の基本記号一覧
図2に、溶接の基本記号一覧を示しました。基本記号とは、溶接部の開先形状や溶接方法を指示する記号です。開先とは別名「グルーブ」とも呼ばれ、母材をつなぎ合わせる溝を指します。開先は溶接部の強度を確保するために重要な箇所で、様々な種類があります。
適切な開先形状を選ぶことで、溶接作業を楽にできたり、溶接の欠陥が起きにくくなったり、溶着量が少なくて済んだりします。ただし、開先を取るには母材の加工が必要なので、溶接指示は上記メリットと加工のロスや手間を考慮したうえで、バランス良く選択する必要があります。
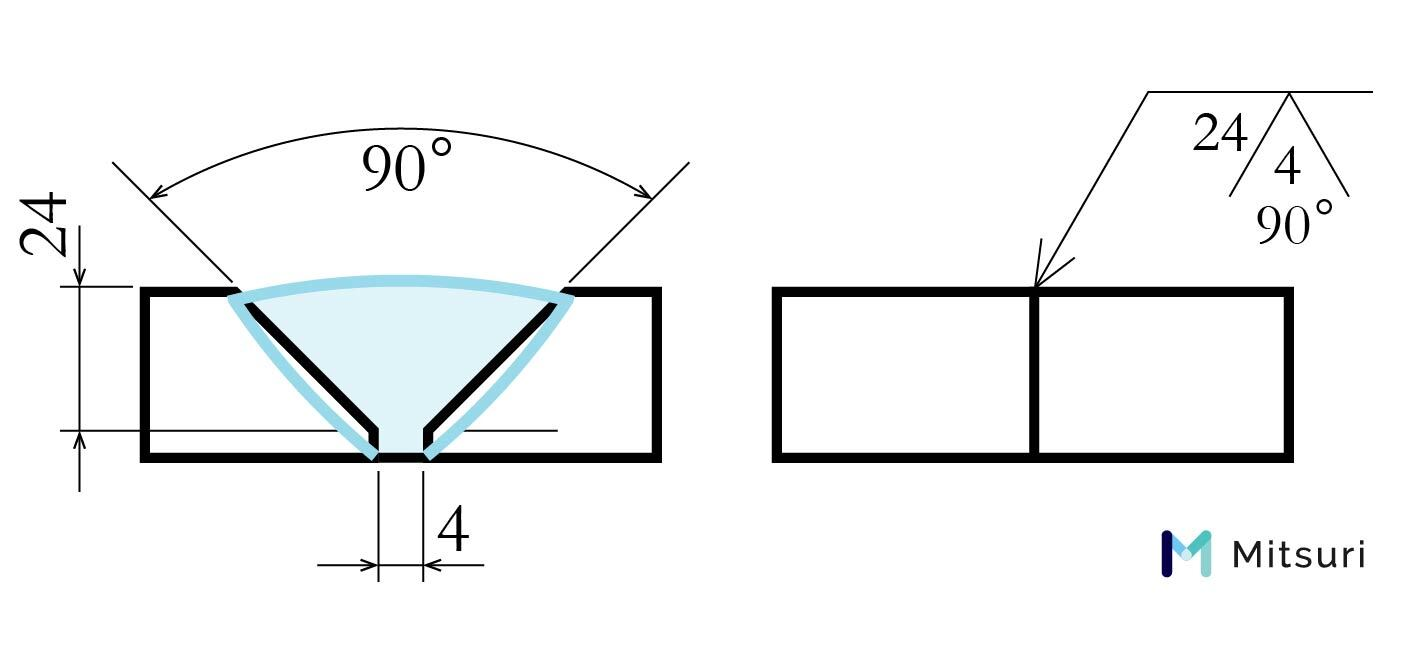
図3:突合せ溶接の断面図
図3は、実際の溶接状態(左)と溶接記号で指示した図(右)です。基本記号の左側に書いてある数字(24)は開先の深さ、基本記号の下に書いてある数字は、ルート間隔(4)と開先の角度(90°)を示しています。これらは開先の形状が異なっていても、意味は同じです。
開先はI型、V型、レ型、J型、U型、K型、X型など、様々な種類があります。J型開先はレ型開先と形状が似ていますが、母材の片側にアールが付いており、開先加工が難しい点で異なります。またU型開先も同様に、両側にアールが付いているため、開先加工が難しいです。
すみ肉溶接の溶接記号
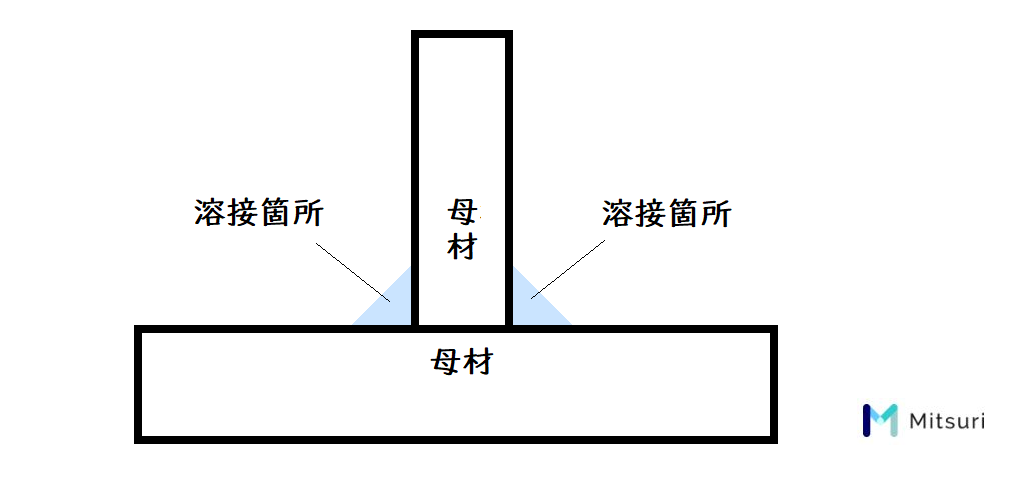 図4:すみ肉溶接(T字)
図4:すみ肉溶接(T字)
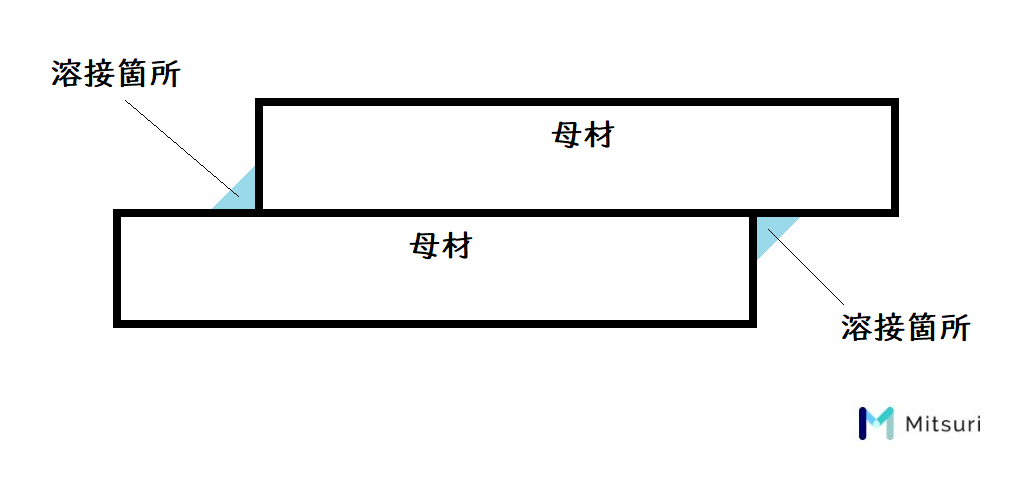 図5:すみ肉溶接(平行)
図5:すみ肉溶接(平行)
鋼板同士をT字につなぎ合わせたり(図4)、平行に重ねたものをつなぎ合わせたり(図5)する溶接方法を「すみ肉溶接」といいます。
すみ肉溶接の溶接記号は、三角の記号で表します。基線よりも下側に基本記号がある場合は、矢の示している箇所をすみ肉溶接します。基線より上側に基本記号がある場合は、矢の反対側をすみ肉溶接します。基本記号の前にある数値は、溶接の脚の長さです。一般的には、両側で溶接の脚長を同じにすることが多いですが、下記の図ではわかりやすいように異なる寸法で示しています。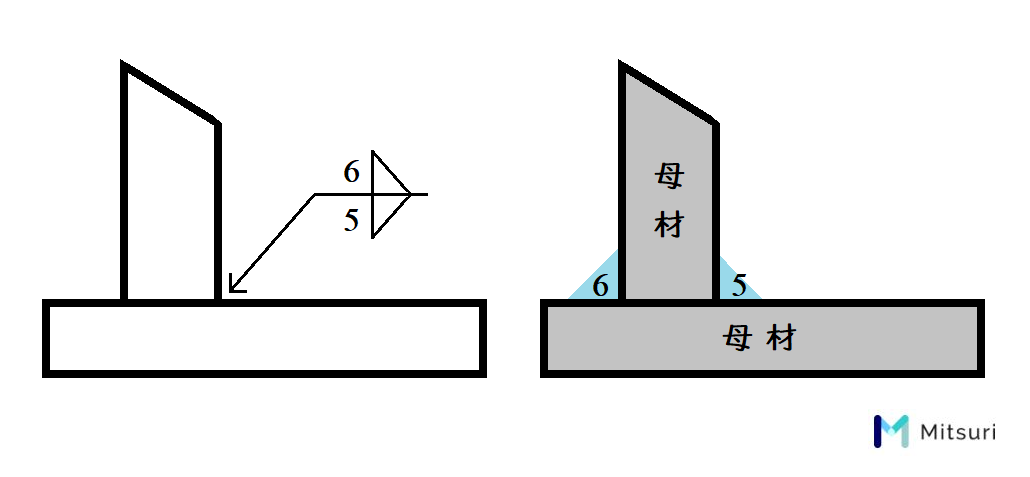
図6:すみ肉溶接の溶接記号の書き方と実際の溶接
断続すみ肉溶接(並列・千鳥)の溶接記号
すみ肉溶接には、連続すみ肉溶接と断続すみ肉溶接(タップ溶接)があります。さらに断続すみ肉溶接は、並列断続すみ肉溶接と千鳥断続すみ肉溶接の2種類に分類できます。千鳥の溶接記号は、上下の三角記号を互い違いにずらして書きます(図7)。
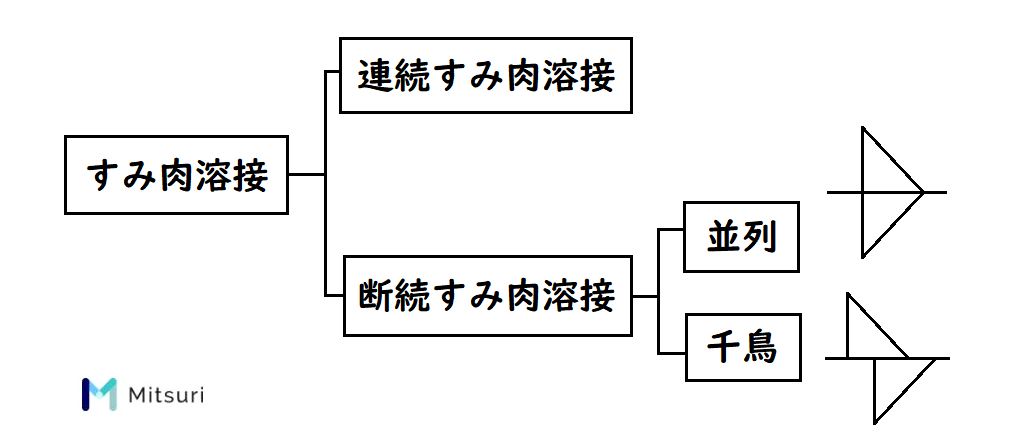
図7:すみ肉溶接の分類と並列・千鳥の溶接記号の書き方
図8に千鳥断続すみ肉溶接の溶接記号と、実際の溶接状態を表しました。基線の下側基本記号は、溶接の脚長(6)、溶接の幅(30)、溶接の数( (3) )、溶接のピッチ(120)を示しています。
※並列断続すみ肉溶接において矢の反対側も同じ溶接である場合、基線の片側の数値は省略できます。
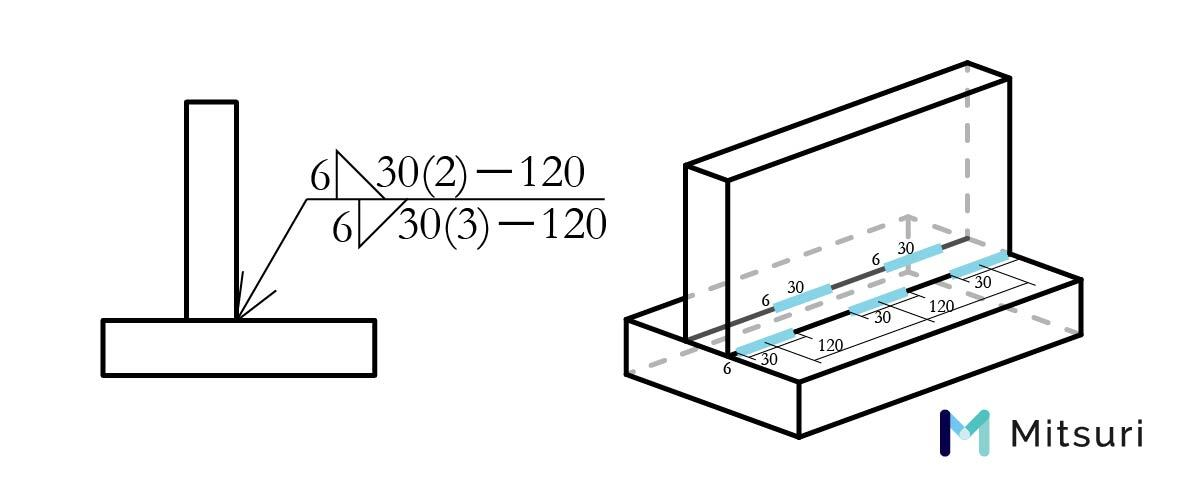
図8:千鳥断続すみ肉溶接の溶接記号と実際の溶接状態

図9:並列断続すみ肉溶接の溶接記号と実際の溶接状態
溶接補助記号の一覧
| 表面形状 | 平ら | 凸 | へこみ | 止端仕上げ |
| 溶接補助記号 |  |  |  |  |
| 仕上げ方法 | チッピング | 研削 | 切削 | 指定なし |
| 溶接補助記号 | C | G | M | F |
| 裏波溶接 | 裏当て | 現場溶接 | 全周溶接 | 全周現場溶接 | |
| 溶接補助記号 |  |  |  |  |  |
| 非破壊検査方法 | |
| RT | 放射線透過試験(JIS Z3104) |
| UT | 超音波探傷試験(JIS Z3060) |
| MT | 磁粉探傷試験 |
| PT | 浸透探傷試験 |
| LT | 漏れ試験 |
| VT | 目視試験 |
| ST | ひずみ測定試験 |
| AET(AT) | アコースティック・エミッション試験 |
| ET | 渦電流探傷試験 |
| TT | 赤外線サーモグラフィ試験 |
| 〇 | 全周試験(試験記号の後に付加) |
溶接補助記号は基本記号と合わせて表示し、溶接に必要な情報を追加します。表面形状(平ら、凸、へこみ、止端仕上げ)やビード仕上げ、裏波溶接、裏当てなどを指示します。
溶接補助記号① 裏波溶接
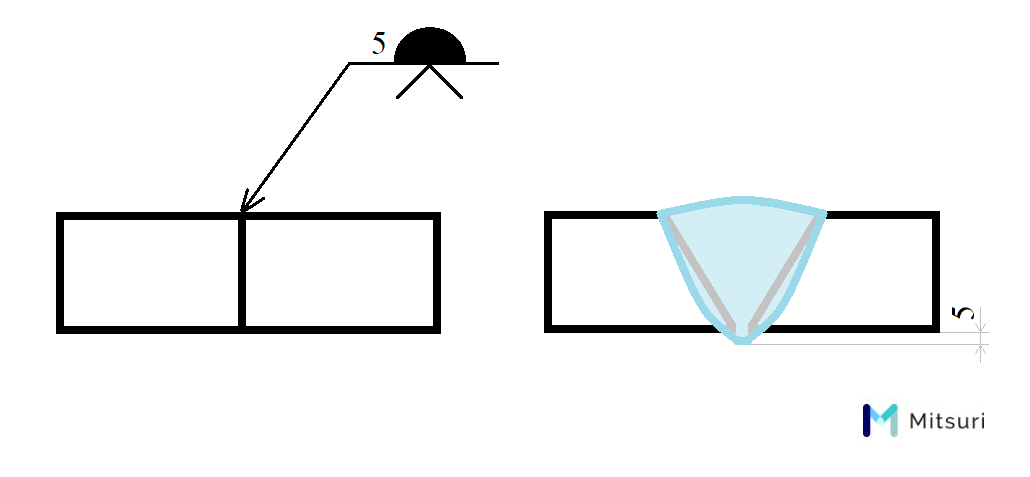
図10:溶接補助記号の例、V型開先の裏波溶接
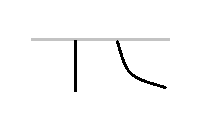
裏波溶接の補助記号は、基線に黒の半円です(図10左)。裏波溶接は、突合わせ溶接のルート側面の隙間を完全に覆うようにビード(溶接時にできる帯状の盛り上がり)を出したい場合に用いられます。矢を示している側とは反対の面の指示になるので、裏波溶接の補助記号は基本記号の反対側に配置します。裏波溶接の補助記号前に書かれている数字は、必要なビードの高さです。
裏波溶接をすると、母材同士の隙間のない完全溶込が確実な状態になります。高い強度が期待できるほか、異物混入も防げるメリットがあります。
溶接補助記号② 裏当て
裏当てとは「裏当て金」という材料を、溶接する側と反対面に配置する溶接です。裏当ての溶接補助記号も、基本記号の反対側に配置します。裏当て金は一方の面から溶接する際に、反対側への溶け落ちを防ぐために使用し、母材と一緒に溶接します。
溶接補助記号③ 表面形状(平ら・凸・へこみ・止端仕上げ)
表面形状の溶接補助記号は、ビード(溶接時にできる帯状の盛り上がり)表面の仕上げ方を指示します。
| 表面形状 | 突合せ溶接 |
| 平ら | 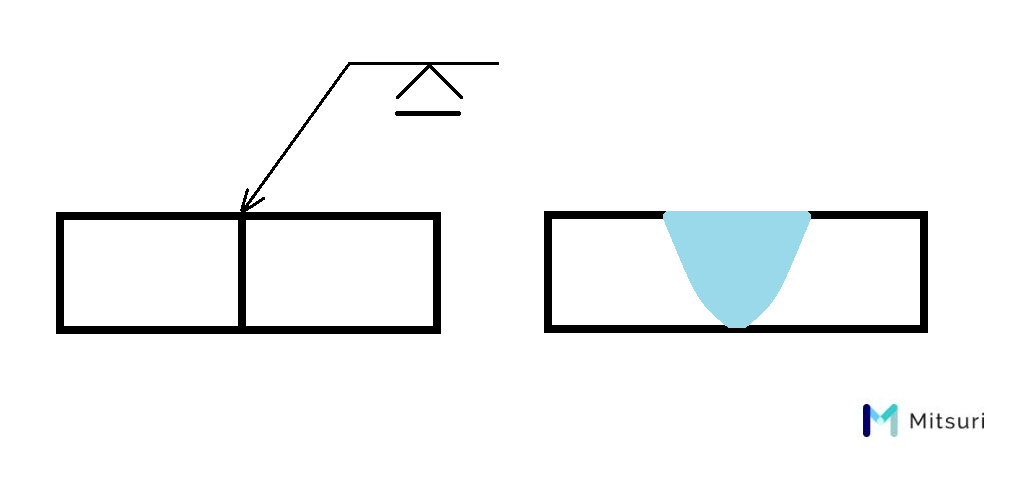 |
| 凸 |  |
| へこみ | 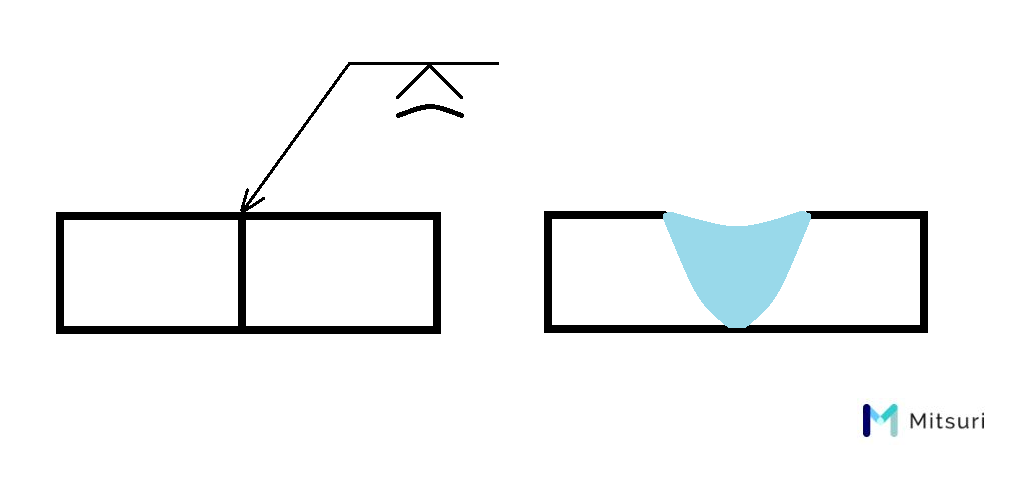 |
| 止端仕上げ | 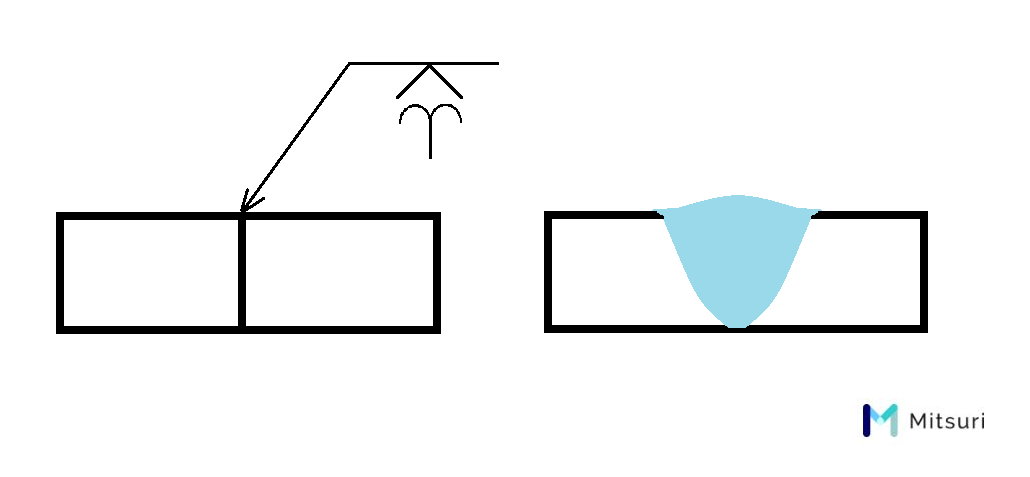 母材の面とビードが交わるラインを仕上げる指示 |
溶接補助記号④ 現場溶接と工場溶接、全周溶接
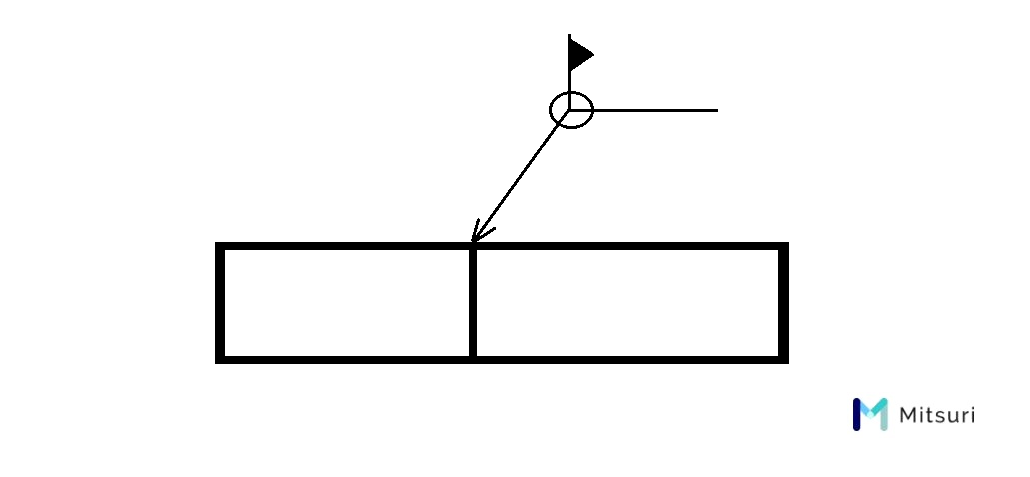
図11:全周現場溶接の溶接指示例
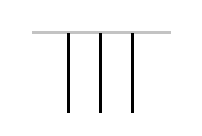
図11は、全周現場溶接の指示例です。現場溶接とは、組立現場での溶接です。建築や大型設備の溶接で指示されることがあります。全周溶接は、接合部の全周に渡って、全てを同じ溶接方法でおこなう溶接です。全周現場溶接は、現場でおこなう全周溶接です。
溶接補助記号⑤ 非破壊検査

図12:非破壊検査の溶接記号例
図12は、非破壊検査の溶接記号例です。非破壊検査は、モノを壊さずに欠陥を調べる検査です。製品の品質担保のためにおこなわれ、外観検査と併用されるのが一般的です。時期(欠陥発生中か欠陥発生後か)や欠陥箇所(表面、表層部、内部、全て)、欠陥形状、材質によって適切な検査を選びます。
溶接の検査において主におこなわれるのは、放射線透過試験や超音波探傷試験です。溶接部内部の欠陥有無、欠陥形状や大きさを調べます。非破壊検査の記号は基線を2段にし、上段に書きます。
溶接の依頼をご検討されている場合、一度Mitsuriをご利用してみてください。日本全国で250社以上の協力企業があり、お客様のご要望に叶う企業が見つかります。
下の赤いボタンをクリックして、お問い合わせください。