今回はポケット加工の基礎知識について解説します。
ポケット加工は、材料に対して丸や四角など、一部の領域を一定の深さまで加工することを指します。単純そうに見える加工ですが、使用する工具の都合により、設計の際に気を付けなければならないポイントがあります。
また、ポケット加工は削り出しの量も多いことから、加工方法についても注意点があります。
設計者必見!安くなるポケット加工設計のコツ
こちらの動画では、ポケット加工の値段が上がってしまう背景や、コストを抑えて設計出来るコツをご紹介しています。
コスト低減する方法についてお悩みの方は是非ご覧ください!
YouTubeにて、金属加工Mitsuriチャンネル運営中!こちらからご覧ください!
ポケット加工とは
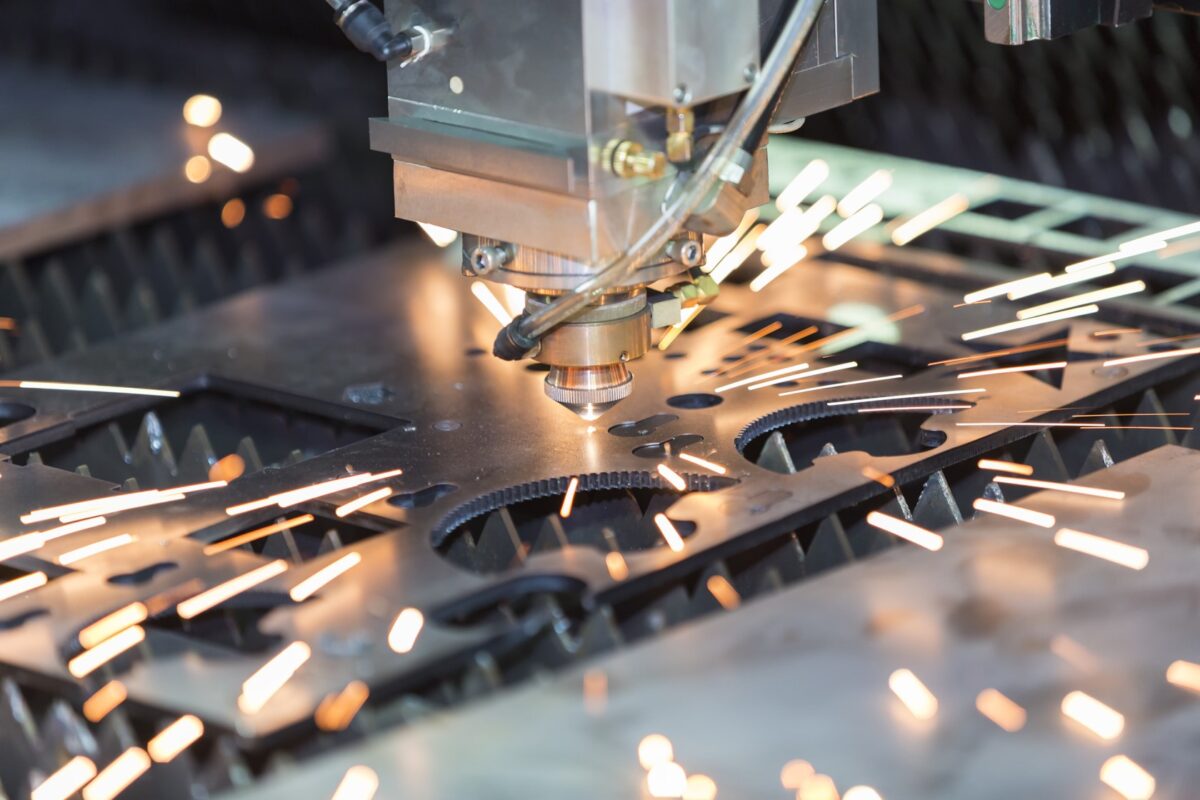
ポケット加工とは、貫通穴とは違い、ワークに対して四角や丸などの凹みを設けるための加工のことです。工作機械は主にマシニングセンタやフライス盤を使用します。



ポケット加工は、上図のように標準的な掘り込みの加工のほかに、段違いポケットや島残しポケットの加工も含まれます。(上図左から、通常ポケット・段違い・島残しの形状)
加工は基本的にエンドミルを用いるため、コーナー部にはエンドミルの半径分のアールが付きます。ピン角の加工は、放電加工により実現可能なものの、余分に手間がかかってしまうためコストも高くなります。
ポケット加工の手順
標準的なポケット加工を行う場合は、スクエアエンドミルやラジアスエンドミルなどを用います。フラットエンドミルは先端形状が平坦なもので、加工の底面を平坦にしたい場合にぴったりの切削工具です。ラジアスエンドミルはスクエアエンドミルの底刃と外周刃の繫がる部分がアール形状になったタイプで、ポケット加工の荒加工・中仕上げ加工において寿命の面に優れているほか、高速ミーリングにより切削時間の短縮をするのに便利です。
ポケット加工はエンドミルを使用するため、コーナー部は基本的にピン角ではなく、R形状になります。仮にコーナー部分のRが5の場合は、倍の数値である直径10mmより一段階小さい直径8mmのスクエアエンドミルを基本的に使用します。

エンドミルを使ったポケット加工の方法は大きく分けて2つあります。
1つ目は、ランピング(傾斜)またはヘリカル(螺旋)切削で切り込み、横方向に切削する方法です。この方法は、回転数を高くしたまま切削が行えることから、底の浅いポケット加工を施す際に効率よく加工できます。そのほかにも、エンドミルの外周部を使った加工のため、工具の負担が少なく、長持ちしやすいというメリットがあります。
2つ目は、突っ込み(ドリリング)加工により必要な深さまで下穴加工し、そこからエンドミルを使った繰り広げ加工でポケットを設けます。こちらの方法は、底が深くて幅の小さいポケット加工をするのに適しています。ただし工具刃先の負担が大きくかかるため、突っ込み加工に対応した専用の工具を使う必要があります。
マシニングセンタのポケット加工
プログラムによる数値制御の「NC」と、コンピューター制御によって工具を自動で交換できる機能「ATC」を備えた工作機器であるマシニングセンタにて、ポケット加工は可能です。
マシニングセンタは、荒加工や仕上げ加工による工具の交換作業における位置ズレの心配がなく、人の手を使わずに加工を行えることから、難しいポケット加工が可能なほか、高品質の加工を実現します。NCによる動作のため、CAMでプログラムを作成して、事前に工具の動きをチェックできる点もポイントです。
フライス盤でのポケット加工
マシニングセンタだけでなく、フライス盤でもポケット加工は可能です。
ただし島残しなどの複雑なポケット加工を行う場合は、汎用フライスでの加工は困難なため、基本的にNCフライスやマシニングセンタを用います。
参考:フライス加工について専門家が解説!加工の種類・加工機の種類がこの1記事でわかります!
ポケット加工とヌスミ

ポケット加工は、加工時間を短縮したい場合や、直角形状の製品を嵌め合わせるものの場合、ヌスミ(逃げ)を設けることがあります。
ヌスミを設けた場合、コーナー部のアール寸法を無視できるため、細かいアールが指定されていたときに比べて小径のエンドミルを使う必要がなくなり、加工時間やコストを削減できます。また、直角形状の製品を嵌め合う場合においても、ヌスミを設けることで放電加工のような複雑な追加工をする必要がなくなります。