脱脂は、その名称の通り、油を取り除くことです。
金属加工では、多くの場面で油を使用するため、油分を除去する方法は極めて重要視されています。特に、錆びやすい鉄鋼などに対しては、必ずと言ってもいいほど、めっきや塗装などで表面をコーティングしますが、油分が残留しているとキレイにコーティングすることができないため、その前処理として脱脂を行うことが必要不可欠なのです。
この記事では、この脱脂についてご紹介していきます。また、キレイにしたい素材によって脱脂の行い方が異なるため、方法についても詳しく解説していきます。
脱脂とは
脱脂とは、金属の表面に付着した油脂分を取り除く処理のことです。汚れなどの取り除く洗浄も兼ねることから、「脱脂洗浄」とも呼ばれます。
金属加工では、めっき・塗装といった表面処理前の下地処理として実施されるほか、製品出荷前の洗浄処理として行われることがあります。
参考:【表面処理の種類と特徴】処理方法、用途、適した材質についても解説
これらの処理において、脱脂は数工程に分けて実施されますが、脱脂だけでなく、錆・汚れなどを除去する「酸洗」や、脱脂・酸洗で利用した薬品などを水・湯で洗い流す「水洗」なども併せて行われます。
例えば、めっきの前処理では、「本脱脂」と「仕上げ脱脂」のように、脱脂を2工程実施するのが一般的です(下図参照)。ただし、油脂分が特に多量に付着している場合は、「予備脱脂」を本脱脂の前に行うことがあります。なお、下図中の「中和」は、仕上げ脱脂で用いたアルカリを中和すると同時に、仕上げ脱脂で形成された薄い酸化皮膜を除去する工程です。

脱脂処理の必要性
金属加工において脱脂処理が必要なのは、加工の過程で様々な油を使用するため、加工物への油脂分の付着が避けられないからです。
金属加工で使用する油は、例えば以下が挙げられます。
●機械作動油…工作機械などの機械全般の作動を潤滑にするために用いられる油のこと。機械内の歯車・軸受・油圧装置・摺動面などの接触面に供給することで、摩擦を抑えて消耗を防ぐとともに、動作を滑らかにする。
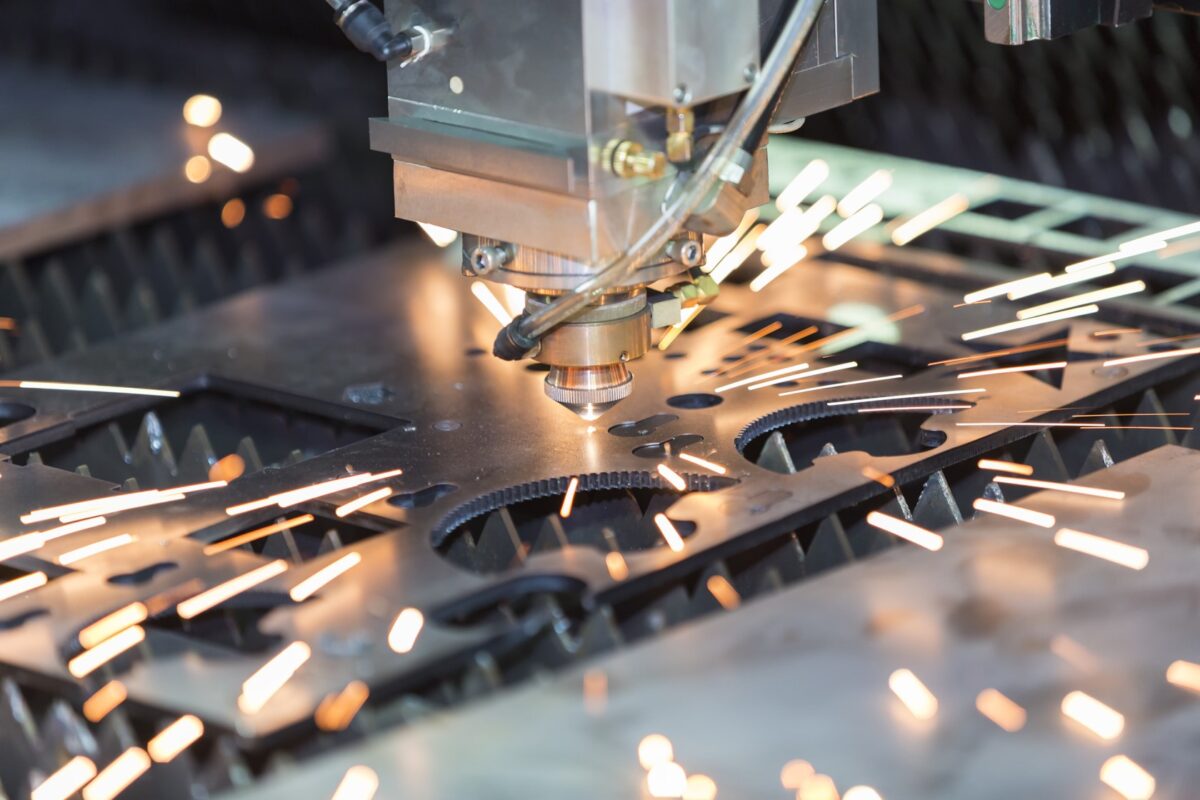
●切削油…切削加工時に、加工物と工具との間へ供給する油のこと(下図参照)。加工物と工具との間の摩擦を抑える潤滑や、加工物と工具の双方に生じる切削熱を奪う冷却、加工物から発生する切り屑を取り除く洗浄などのために用いられる。
参考:切削油(クーラント液)の種類、成分、メリット・デメリット

●研削油…研削加工時に、加工物と砥石との間に供給する油のこと。加工物と砥石との間の摩擦を抑える潤滑や、加工物と砥石との間に発生する摩擦熱を奪う冷却、加工物から生じる切り粉や砥石から生じる砥石屑を取り除く洗浄などのために用いられる。
●プレス油…プレス加工の前に、加工物へムラなく均一に塗布する油のこと。プレス加工時の加工物と金型との間の摩擦を軽減する潤滑油として用いられ、加工物や金型にキズや割れ、焼き付きなどが発生するのを防止する。
●熱処理油…鉄鋼材料の焼入れや焼戻し、焼鈍し、焼ならしの際に、冷却剤として用いられる油のこと。
●防錆油…調達した鉄鋼材料に塗布されていたり、鉄鋼製の原材料や仕掛品、半製品、完成品に塗布したりする油のこと。一時的な、または長期間の錆止めに用いられる。
これらの油脂分は、めっきや塗装といった各種の表面処理を実施する際に、めっき液や塗料を弾いて処理を妨害したり、めっき膜や塗膜の密着性を低下させたりするほか、皮膜自体の物性をも損ないます。
参考:塗装前処理とは?目的や工程の流れについて専門家が解説!
また、完成品についても、一部防錆油を塗布するなどして出荷する製品もありますが、油脂分や汚れなどが付いていない清浄な製品を出荷するのが一般的です。
そこで必要となるのが、油脂分を除去する脱脂処理です。この脱脂処理のほか、酸洗処理や水洗処理なども併せて行うことで、加工物の表面を清浄にし、表面処理や出荷に適した状態にするのです。
脱脂の方法の種類
脱脂の方法は、物理的方法と化学的方法に分類することができ、それぞれ多くの種類があります。
物理的方法
物理的方法は、金属表面から異物である油脂や汚れなどを直接的に除去する方法です。
●ウェットブラスト法
ウェットブラスト法は、圧縮空気によって、水と研磨材の混合液を噴射することで、金属表面を脱脂洗浄する方法です。油脂や汚れなどを、微細な研磨材で削り取ると同時に、噴射される水で洗い流します。
金属表面に梨地模様を形成するブラスト加工と脱脂洗浄処理を同一工程で実行できることから、ブラスト加工を行う際の工程削減を目的によく採用されます。
●高圧液噴射法
高圧液噴射法は、高圧ポンプによって、圧力を高めた洗浄液を噴射することで、金属表面に付着した油脂や塩分、泥汚れなどを除去する方法です。洗浄液には、水・湯のほか、溶剤が使用されることもあるので、化学的方法を兼ねる場合もある脱脂法です。
●蒸気洗浄法
蒸気洗浄法は、蒸気発生機によって発生させた蒸気を洗浄槽内に充満させて、低温の対象物を蒸気にさらし、対象物の表面で蒸気を液化させることで、金属表面を脱脂洗浄する方法です。蒸気には、水のほか、溶剤が使用されることもあります。
油脂や汚れを蒸気で浮かせて落とす方法であるため、対象物が複雑な形状でも精密に脱脂洗浄を実行できます。しかし、凝り固まった油脂や汚れに対する洗浄性は、高圧水噴射法と比べると劣ります。
●超音波洗浄法
超音波洗浄法は、対象物を浸漬した洗浄液中に超音波を伝播させて攪拌することで、油脂や汚れなどを除去する方法です。
ただし、洗浄液が水だけでは、金属加工の過程で付着する油脂分をほぼ除去できません。洗浄液には、有機溶剤やその他の洗浄剤などを付着している油脂に合わせて選定する必要があります。
●加熱法
加熱法は、対象物が焼結材や鋳造材などの多孔質材料の場合に、対象物を加熱することで、内部まで浸透した油脂分を溶出して除去する方法です。
化学的方法
化学的方法は、金属表面の油脂や汚れなどを溶解や乳化、鹸化などの化学反応を利用して除去する方法です。
●溶剤脱脂
溶剤脱脂は、金属表面の油脂分を溶剤に溶かすことで脱脂洗浄する方法です。多量に付着している油脂分を除去できる方法ですが、油脂分を薄めるだけで、完全に除去できるわけでないため、主に予備洗浄として使用されます。
溶剤の種類には、ハロゲン系(塩素系・臭素系・フッ素系)や炭化水素系、水・準水系があります。ただし、下表のように性質が異なることから、金属の材質や油脂・汚れの種類などに応じて選定します。
<溶剤の系統ごとの性質>
溶剤の系統 | 脱脂力 | 乾燥性 | 引火性 | 可燃性 | 毒性 | 環境負荷 | 再生利用 |
ハロゲン系 | 強い | 良い | 無し | 無し | 高い | 大きい | 可能 |
炭化水素系 | 強い | 普通 | 有り | 有り | 低い | 普通 | 可能 |
水・準水系 | 弱い | 悪い | 無し | 無し | 低い | 小さい | 不可能 |
また、溶剤脱脂は、上述の物理的方法と併用されることが多く、溶剤の使用方法は、以下のように多様です。
・浸漬…溶剤を入れた洗浄槽に対象物を浸漬する方法。溶剤は通常、加熱して温液としたものを使用する。また、溶剤を流動させたり、対象物を回転・振動させたりして、洗浄性を向上させた方法もある。
・高圧噴射…高圧にした溶剤を対象物に噴射する方法。
・蒸気洗浄…蒸気にした溶剤に対象物をさらす方法。
・超音波洗浄…溶剤を入れた洗浄槽に対象物を浸漬し、超音波を伝播させて攪拌する方法。
●エマルジョン脱脂
エマルジョン脱脂は、炭化水素系溶剤に水と界面活性剤を添加したエマルジョン溶液へ対象物を浸漬することで脱脂洗浄する方法です。ここでの、エマルジョン溶液とは、水が界面活性剤の効果によって、油(溶剤)中に分散した溶液のことです。
エマルジョン脱脂では、炭化水素系溶剤の効果によって油脂分を溶解するとともに、エマルジョン溶液中に分散した界面活性剤が水溶性油や水性汚れに吸着し、これらを対象物から浮き上がらせることで除去します。
エマルジョン脱脂は、多様な種類の油脂分や汚れを効果的に取り除くことができるというメリットがありますが、排水処理の負担が大きい脱脂方法です。主に予備洗浄に採用されます。
●アルカリ浸漬脱脂
アルカリ浸漬脱脂は、対象物をアルカリ性の水溶液に浸漬することで脱脂洗浄する方法です。その脱脂液には、多くの場合、界面活性剤も含有します。様々な種類の油脂分を強力に脱脂できることから、本脱脂として採用されることが多い脱脂方法です。
アルカリ浸漬脱脂では、アルカリと油脂とが結合し、水溶性の石鹸となることで脱脂が起こります。この石鹸自体も、界面活性剤として機能し、対象物に付着した油脂に吸着して引き剥がし、水溶液中に分散します(下図参照)。さらに、分散した油脂は、乳化(エマルジョン化)して可溶化することから、再付着することもありません。
引用元:小特集:ものづくりを支える洗浄技術(I)「塗装前処理における脱脂工程について」国立研究開発法人科学技術振興機構(JST)

アルカリ浸漬脱脂で使用される脱脂液は、水酸化ナトリウムやリン酸塩、ケイ酸塩、炭酸塩などを主成分としますが、そのほかに、界面活性剤やキレート剤、消泡剤などを含有します。なお、キレート剤は鹸化・乳化作用を安定化、消泡剤は脱脂不良を防止する効果があります。
また、脱脂液は、一般的にアルカリ度が高く、温度が高いほど、脱脂力が強い傾向があります。しかし、非鉄金属に対しては、脱脂液のpH値が高過ぎる(アルカリ性が強過ぎる)と腐食させてしまうため、単純に脱脂力を強くすれば良いというわけではありません。加えて、脱脂液の温度が高過ぎると、界面活性剤の脱脂力が低下することがあるので注意が必要です。
このように、脱脂液は、金属の材質によって、その組成や条件(pH・温度)を変えて使用します。
下表は、主要な金属材料の脱脂に用いられる脱脂液の成分組成・条件例です。
<主要な金属材料に対するアルカリ脱脂液の成分組成・条件例>
成分名 | 鉄鋼 | 銅合金 | 亜鉛合金 | アルミ合金 |
化学組成 (g/L) | ||||
苛性ソーダ (NaOH) | 20~50 | 0~10 | - | - |
炭酸ソーダ (Na2CO3) | 20~50 | 20~50 | 10~20 | 10~20 |
メタケイ酸ソーダ (Na2SiO3) | 20~50 | 20~50 | 10~30 | 0~5 |
第三燐酸ソ-ダ (Na3PO4) | - | 10~20 | - | - |
トリポリ燐酸ソーダ (Na5P3O10) | - | - | 5~10 | 5~10 |
グルコン酸ソーダ (C6H11NaO7) | 2~5 | 2~5 | 0~5 | - |
界面活性剤 | 0.6~1.5 | 1.0~2.0 | 1.0~2.0 | 1.0~2.0 |
条件項目 | 条件 | |||
pH | 12以上 | 11前後 | 11前後 | 11前後 |
温度 | 60℃以上 | 50~70℃ | 50~70℃ | 50~60℃ |
参照元:商品のご案内 > 表面処理 > 工程 > 脱脂剤 > 浸漬「脱脂剤」三明化成株式会社
●アルカリ電解脱脂
アルカリ電解脱脂は、脱脂対象となる金属を陰極あるいは陽極として電流を流し、アルカリ水溶液を電気分解することで、金属表面を脱脂洗浄する方法です。電解液は、アルカリ浸漬脱脂と類似の溶液を使用し、アルカリを主成分とする、界面活性剤などが添加された水溶液です。
アルカリ電解脱脂では、アルカリ浸漬脱脂の効果に加えて、電気分解により、電極とした対象物から発生する水素ガスあるいは酸素ガスによる表面撹拌の作用で油脂や汚れを除去します(下式参照)。さらに、これらのガスは、表面の微小な穴や割れなどの中にまで入り込むため、油脂や汚れの精密な除去が期待できます。

アルカリ電解脱脂の最大の特徴は、脱脂洗浄が強力かつ精密であるということです。そのため、めっきの前処理などの確実な洗浄を求められるケースでは、仕上げ脱脂によく採用されます。しかしながら、パイプの内部など、電流が通じにくい部分の脱脂洗浄は不得意です。また、金属の材質に合った方法を選択しないと、表面に不純物が付着したり、表面強度の低下を招いたりすることがあるので注意が必要です。
アルカリ電解脱脂は、脱脂対象の金属を陰極にするか、陽極にするかで、脱脂方法が陰極電解脱脂法と陽極電解脱脂法に分かれます。

陰極電解脱脂法は、脱脂対象の金属を陰極にして通電し、その対象金属から発生した水素ガスを利用して脱脂洗浄する方法です(上図参照)。水素ガスは、酸素ガスの2倍量発生するため、撹拌効果が高く、脱脂洗浄力が高くなっています。水素の還元作用による錆の分解効果も期待できます。しかし、高炭素鋼に対しては水素脆化を引き起こすことがある上、脱脂液に金属イオンが溶解している場合は電解の効果で金属が析出する場合があります。非鉄金属の電解脱脂によく採用される方法です。

一方、陽極電解脱脂法は、脱脂対象の金属を陽極にして通電し、その対象金属から発生した酸素ガスを利用して脱脂洗浄する方法です(上図参照)。酸素ガスによって、油脂や汚れを酸化分解して除去します。酸素ガスなので、当然水素脆化は起きません。金属をも溶解するため、通常は酸洗工程で除去するスマット(無機物を含む汚れ)も取り除くことができます。しかし、その反面、材質によっては金属表面の溶解反応が促進されて、表面を荒らすことがあるので注意が必要です。また、長時間適用すると、酸化皮膜が形成されてしまうため、後工程で酸による活性化(中和)などが必要となります。
また、近年においては、対象金属の極性を陰極と陽極とで交互に切り換える方法も使われています。この陰極電解脱脂法と陽極電解脱脂法とを併用するアルカリ電解脱脂法は、PR電解脱脂法と呼ばれ、それぞれの長所と短所を平均化した方法として活用されています。