今回は型鍛造の特徴、メリット・デメリット、製品例について解説します。
鍛造とは、金属の塊に圧力をかけて目的の形に成形する加工方法です。鍛造は日本で古くから活用されており、高い強度を必要とする農具の鋤や日本刀といったものを作るのに採用されていました。
鍛造には大きく分けて「型鍛造」「自由鍛造」の2種類があります。今回ご紹介する型鍛造は、専用の金型を用いて金属材料を成形する手法で、自由鍛造とは異なる特徴があります。
参考:【鍛造加工とは?】加工方法や種類、歴史について1から解説します!
参考:【鍛造と鋳造の違いとは?】工程や製品の比較でわかりやすく解説
参考:【第3回】鍛造加工で使用する機械・道具とは?昔ながらの工具から最新機械までご紹介!
型鍛造とは?
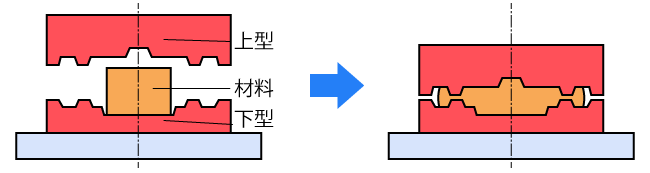
型鍛造とは、別名「型打ち鍛造」とも呼ばれる手法で、専用の金型を用いて鍛造を行うことを指します。金型は上下で一対の構造になっており、間に金属材料を入れて圧力をかけ、成型を行います。
参考:【金型製作】金型の種類と基礎や流れについて徹底解説!!
型鍛造は、さらに細かく分けると「密閉鍛造」「半密閉鍛造」「閉塞鍛造」「中空鍛造」の4つがあります。
●密閉鍛造

密閉鍛造は、上下の型に隙間なく材料を閉じ込めて成形する手法です。バリが出ないので、除去する工程を省くことができ、製造時間の短縮と材料費を削減できます。
●半密閉鍛造
半密閉鍛造は、上下の型に材料を閉じ込めて成形を行いますが、目的の形状から余分に材料をはみ出させて鍛造する手法です。こうすることによって、型内に材料を充満させられるほか、余分な体積をバリとして逃すことができます。しかし、バリを後工程にて除去する必要があります。
●閉塞鍛造

閉塞鍛造は、上図のように上下の型に材料を閉じ込めたあと、パンチで押し込み圧力をかけて、型全体に流動させる手法です。パンチの形状や数によって複雑な形状を成形することもできます。
●中空鍛造

中空鍛造は、上図のように上下の型に材料を閉じ込めて、成型ピンを挿入することで、中空形状を成形する手法です。成型ピンは横からだけでなく、上下からも挿入させれば、より複雑な形状にすることもできます。
また、鍛造には「熱間鍛造」「冷間鍛造」「温間鍛造」「半溶融鍛造」といった材料の加熱温度による違いもあります。
●熱間鍛造
熱間鍛造は、金属が再結晶する温度(約1200℃程度)に熱してから行う鍛造法です。高温に加熱することで金属が柔らかくなるほか、金属の結晶が正常に変化します。熱間鍛造は、複雑な形状でも強度を確保しやすいメリットがあります。
●冷間鍛造
冷間鍛造は、常温で行う鍛造を指します。金属が硬い状態のまま加工を行うため、高い精度が得られますが、成形するために高い圧力を必要とします。
●温間鍛造
温間鍛造は、熱間鍛造と冷間鍛造の間(一般的に300~800℃程度、1000℃まで拡大することも)で行われる鍛造を指します。冷間鍛造では成形が難しい複雑な形状の加工や、高硬度の材料にも対応が可能です。
●半溶融鍛造
半溶融鍛造は、鍛造と鋳造(溶融させた金属を成型する工法)の間のような手法で、主に車のアルミホイール成型などで採用されています。材料を半凝固状態で加圧して成形を行うため、鋳造のように自由な形状が作れるほか、鋳造で問題となる巣ができにくく、鍛造のように強度も得られます。
参考:【鍛造と鋳造の違いとは?】工程や製品の比較でわかりやすく解説
型鍛造の特徴
型鍛造は、目的の製品に合った専用金型を使って成形する鍛造のため、同じ形状の製品を大量生産するのに適しています。専用金型での成形は寸法精度が高く、短時間で成形できるのもポイントです。
型鍛造に限らず、自由鍛造にも共通している特徴は、「鍛流線」と呼ばれる金属組織の流れが形成されることで、金属材料が機械的性質が向上する点にあります。これにより、切削加工や鋳造で作られた製品に比べて耐久性が高く、肉厚を薄く作ることもできます。
ただし型鍛造は、専用金型を作るのに初期費用がかかるので、小ロットの生産には適していません。
型鍛造のメリット・デメリット
メリット
●材料を節約できる。
型鍛造は、完成形状に近いものを成形するため、後工程で除去する金属の量が少なく済みます。これにより無駄になる材料が少なく、材料費の節約が可能です。後加工にかかる時間も削減できるので、作業効率の向上も期待できます。
●内部欠陥のない成形が可能。
型鍛造は、鋳造と違って内部欠陥がなく製品を成形できるほか、圧力が加えられることで金属の結晶粒が細かくなり、耐久性を向上させられます。
●鍛流線の形成により、機械的性質が向上する。
鍛造で作られた製品は、切削加工や鋳造で作られたものと違って「鍛流線」と呼ばれる金属組織の流れが形成されます。鍛流線が形成された金属は、硬さ・引張強度などの機械的性質を高められます。
●専用金型を使った大量生産が可能。
型鍛造は、目的の製品を作るために専用金型を用意します。専用金型はひとつの製品を作るのに使いまわしが効くほか、素早くに成形できるので大量生産に適しています。
●自由鍛造よりも高い寸法精度が得られる。
型鍛造は、専用金型による成形のため、ハンマーで叩くなどして成形する自由鍛造に比べて高い寸法精度が得られます。
デメリット
●専用金型の製作にコストがかかる。
型鍛造は、専用金型を要するため、自由鍛造に比べて初期コストがかかります。金型の設計・製作に時間もかかるので、少ロットの生産には不向きです。
●自由鍛造に比べて歩留まりが落ちる。
型鍛造は、半密閉鍛造のようなバリが出る手法の場合は、後加工で除去する必要があるので、自由鍛造に比べて歩留まりが落ちるデメリットがあります。
型鍛造の製品例
型鍛造は、専用金型に金属材料を入れて成型する手法のため、自由鍛造に比べて小型部品や量産品を製造するのに適しています。
型鍛造で作られている製品は、主に以下の製品が挙げられます。
・ベアリング、フック、ボルトなどの工業製品
・レンチ、スパナ、ペンチなどの工具類
・クランクシャフト、コネクティングロッドなどの自動車部品
・電車や航空機などに用いられる部品
・ナイフ、フォーク、スプーンなどのカトラリー類
・ハサミ、爪切りなどの日用品
型鍛造の工程
型鍛造の基本的な工程は以下の通りです。
1.材料の切り出し
2.材料の加熱
3.鍛造
4.バリ取り・表面処理
型鍛造では、始めに金属の塊から材料の切り出しを行います。材料のサイズは専用の金型に合うように切り出します。加工用の寸法に切り出された金属の塊は「ビレット」と呼ばれます。
次にビレットを加熱して金属を成形しやすくします。そのあと、加熱したビレットを専用金型に入れて成形します。始めに使う型は粗型で、最終形状に近いおおよその形状を作ります。次に仕上げ型を用いて精度の高い寸法に仕上げます。
鍛造した製品はバリ処理や表面処理などを行い、製品が完成します。
自由鍛造との比較
鍛造は、専用金型を使用する「型鍛造(型打ち鍛造)」と、専用金型を使用しない「自由鍛造(フリー鍛造)」に大別されます。
<型鍛造と自由鍛造の比較表>
適したロット数 | 金型にかかるコスト | 製品精度 | |
型鍛造 | 多数 | 高価 | 高 |
自由鍛造 | 少数 | 安価 | 並 |
型鍛造は、専用金型を使った鍛造で、製品を素早く成形できるほか、金型を使いまわせるので大量生産に適しています。また、高い寸法精度が得られるのも特徴です。しかし金型を作るため、初期コストが大きくかかります。
自由鍛造は、専用金型を必要とせず、汎用金型とハンマーなどで鍛造を行う手法です。初期コストがかからないため、小ロットの製品に適しています。しかし、ひとつの製品を作るのに時間がかかるため、大量生産には適していません。精度も型鍛造と比べると劣ります。